
Разбираемся в разнице качества фрезерования при встречном и попутном направлении режущих граней относительно материала.
Во время встречного фрезерования зуб фрезы во время снятия стружки с обрабатываемого материала нагружается плавно, благодаря чему ресурс инструмента исчерпывается гораздо дольше по сравнению с попутным фрезерованием.
Такой способ фрезерования также поможет продлить срок службы фрезы в случае с поверхностно уплотненной заготовкой, так как снятие стружки начинается с неплотного подкоркового слоя материала.
В зависимости от направления вращения фрезы выделяют 2 типа фрезерования: встречное и попутное.
Попутным называют такой способ фрезерования, при котором подача материала совпадает с направлением вращения фрезы, рис.1.
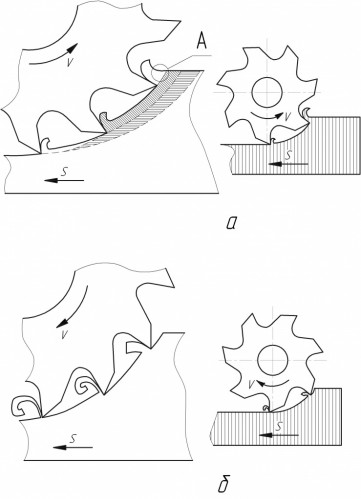
Рис. 1. Встречное фрезерование - А. Попутное фрезерование- Б.
Если же направление фрезерования и подача противоположно направлены, то имеем дело со встречным фрезерованием
Как недостатки, так и преимущества есть у обоих способов.
При попутном фрезеровании зуб фрезы в момент входа в заготовку нагружается скачкообразно, происходит удар о поверхность обрабатываемого материала. Как следствие из этого получаем повышенный износ инструмента. Наиболее существенно этот эффект проявляется при обработке поверхностно уплотненного материала и обработке поверхности прямозубыми цилиндрическими фрезами.
При попутном фрезеровании происходит уплотнение обрабатываемой поверхности. Это, конечно, нельзя однозначно отнести к достоинствам или недостаткам. Уплотнение связано с тем, что непосредственно в зоне обработки происходят пластические деформации срезаемого слоя материала, а благодаря тому, что силы давления фрезы и реакции заготовки в зоне обработки направлены встречно, происходит сминание (то самое уплотнение) слоя материала заготовки.
Благодаря тому, что фреза в процессе работы давит на заготовку, прижимая ее к опорной поверхности и тем самым увеличивая жесткость сопряжения, точность обработки получается выше, по сравнению со встречным фрезерованием.
Во время встречного фрезерования зуб фрезы во время снятия стружки с обрабатываемого материала нагружается плавно, благодаря чему ресурс инструмента исчерпывается гораздо дольше по сравнению с попутным фрезерованием. Такой способ фрезерования также поможет продлить срок службы фрезы в случае с поверхностно уплотненной заготовкой, так как снятие стружки начинается с неплотного подкоркового слоя материала. В области же плотной корки (выделена область «А» на рис.1 б) разделение материала происходит во многом за счет сил растяжения и изгиба. Эти виды нагрузки требуют гораздо меньшего усилия для разрушения материала, в отличие от сминания, которое имеем в случае с попутным фрезерованием.
При встречном способе фрезерования изменение плотности обрабатываемого слоя материала происходит в меньшей степени. Однако при этом возможно проскальзывание зуба по поверхности заготовки, что приведет к упрочнению продавленного слоя и последующему увеличению требуемой для обработки нагрузки.
При встречном способе обработки материала фреза в процессе работы стремится вытянуть слой материала из заготовки. При этом толщина срезаемой стружки непостоянна. Из-за вызываемых при этом упругих деформаций возникает вибрация и, как следствие, снижается качество обрабатываемой поверхности.
Итак, учитывая названные преимущества и недостатки рассматриваемых способов фрезерования можно сделать выводы, что попутное фрезерование больше подходит для:
— чистовой обработки;
— в случаях, когда снимается тонкий слой за проход;
— обработки поверхностно не уплотненных материалов.
Встречное фрезерование больше подходит для:
— черновой обработки материала;
— обработки поверхностно уплотненных материалов.